
Machine Introduction:
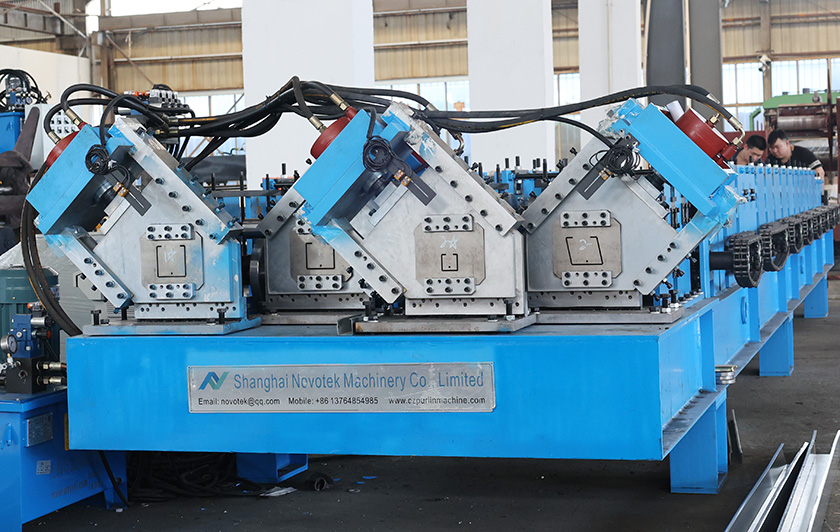
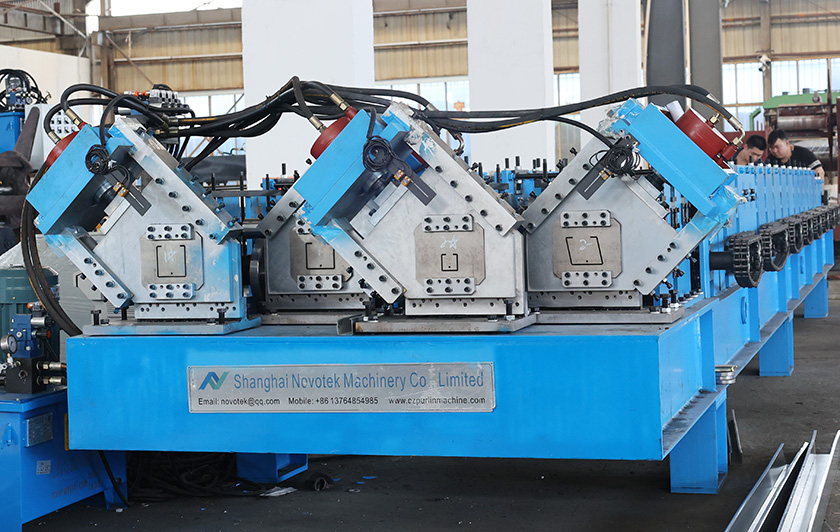
The multi-profile purlin roll forming machine, also called multi lanes purlin roll former, is used to produce different C Z U purlins in one machine. Different with normal purlin roll forming machine which can produce only one product, this roll former is much more effective and saves the factory space.
The 4 lanes purlin roll forming machine including:
1) Hydraulic uncoiler for 4 lanes steel coils
2) 4 lanes guiding rail
3) 4 lanes feeding table
4) Main roll forming machine for 4 different C Z U purlins
5) Hydraulic cutter separately for 4 different products
6) Roll former electrical cabinet
7) Run-out table
Machine detailed specification:
1. General Description:
1.1. Speed: 0-20min
1.2. Voltage: 480V AC, 3 phase, 60 Hz
2. Raw Material:
2.1. Type: galvanized sheet, Gr60
2.2. Thickness: 1.3-1.9mm
3. Uncoiler:
3.1. Expanding type: Hydraulic expanding
3.2. Decoil type: Motorized active decoil
3.3. Loading capacity: 5 T
3.4. Control type: Its speed is automatically adjusted to main machine
3.5. Inner diameter: Ø480-625 mm (most common=610mm)
3.6. Max coil height: 1,335 mm
3.7. Arms & clamps = 475mm
3.8. Coil car: Included
4. Guiding Rail
4.1. Used to feed material as straight
4.2. Rail length: 450mm long for each lane, adjustable up to 3mm per side to allow for variable coil width.
5. Feeding Table:
5.1. Including feeding shaft and feeding rollers.
5.2. Rollers are solid shaft with heating treatment, polishing and galvanizing.
6. Main Roll Forming Machine:
6.1. 4 lanes roller stations for 4 different profiles. Only 1 lane can work each time.
6.2. Roll stand: about 15 stations for each lane.
6.3. Main power: 15 Kw, 3-phase asynchronous motor; chain transmission.
6.4. Material of the roller: GCr15, quenching
6.5. The roller processed by CNC machine with finish machining. The surface adopts finished polishing, the roughness is 0.05mm
6.6. Material of the main shaft: 45# forged steel with heat treatment
6.7. The diameter of the main shaft: Φ70 mm
6.8. Material of frame: welding by H shape steel, by using carbon dioxide gas arc welding. The surface used shot blasting treatment.
6.9. Main machine with top mesh cover.
7. Hydraulic Post-Cut:
7.1. Adopts post fixed cut, cutting when machine stops.
7.2. Each lane has its independent cutter, only 1 cutter is working each time.
7.3. The 4 post-cut adopts 4 separately hydraulic valve and shares 1 hydraulic tank. Each cutter could separately work and controlled.
7.4. Cutter type: mold cut; each size requires one blade. Including 4 pieces blade.
7.5. Hydraulic power: 5.5 Kw.
8. Electrical Cabinet:
8.1. Control cabinet: 1 set. With ‘emergency stop’ switch.
8.2. Control handle: 1 set, for jog control during machine testing and production.
8.3. Operation platform: HMI & Button, with English language display.
8.4. Control system: PLC
8.5. Key components: Key components adopt international famous brand.
9. Runout Table:
9.1. Free roller type.

Specification
Technical Specification of 4 Lanes Multi Profile Purlin Machine
| Raw Material | Type | Galvanized Steel Sheet |
| Thickness | 1.3-1.9 mm | |
| C Purlin Size in Lane 1 | Web x Flange x Lip | 100 x 80 x 15mm |
| C Purlin Size in Lane 2 | Web x Flange x Lip | 120 x 60 x 13mm |
| C Purlin Size in Lane 3 | Web x Flange x Lip | 75 x 50 x 15mm |
| U Purlin Size in Lane 4 | Web x Flange | 100 x 100mm |
| Uncoiler | Type | Mechanical or Hydraulic |
| Capacity | 6 T | |
Main Machine |
Main Roller Station | 16 |
| Main Drive | Electric Motor | |
| Transmission Type | Chain | |
Punching & Cutting |
Punching Location | Web + Flange |
| Punching Unit | According to customer requesst | |
| Cutter Type | 4 sets Post-Cutter |
Video









